


精密钣金技术
传统工艺与新钣金加工技术之间的区别

在我国,钣金加工在机械类中作用很大。钣金加工技术的飞速发展,使得板材加工技术水平不断提高。但是,钣金加工的工艺难点很大,影响到钣金加工技术推进的速度。看到了新的希望,激光加工的崛起让我们看到了新的希望,今天与大家讨论传统的钣金加工工艺与新技术的区别。
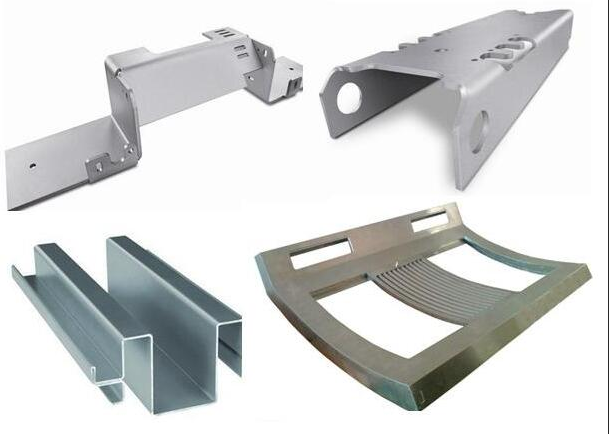
1、在传统工艺下,工件由几个部分组成。目前,一次切割+弯曲即可完成。从而达到减少工序、缩短工期、降低成本的目的。
2、传统工艺下,配置焊接专用夹具。现采用类似于木工榫头的工艺,定位准,节省时间,焊接夹具简单,产品变形小。从而缩短工期,降低成本,提高质量。
3、多重折弯工艺在我国箱体制造行业已经比较普及。其优点在于节省了传统的加固材料。这在设计和工艺方面有独到的地方。实现了产品质量高、制造成本低的目标。实践中,也需要与点焊相配合。
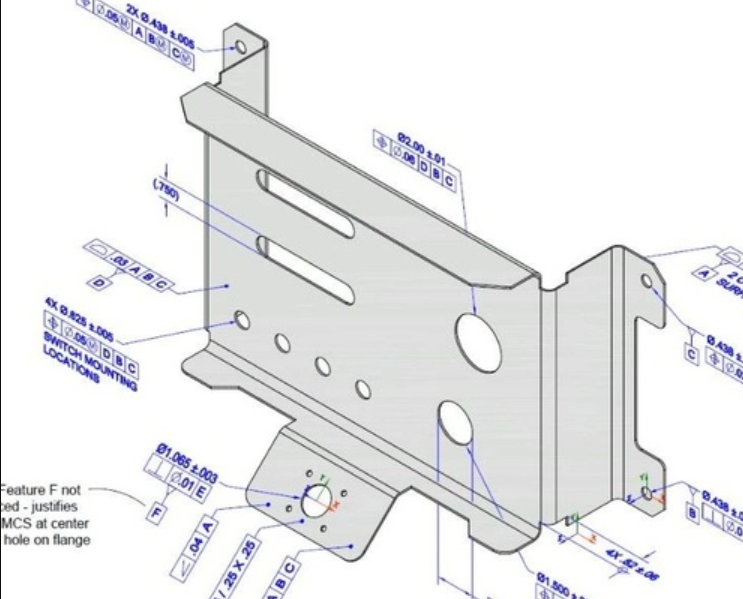
4、利用激光的切线细、精度高的特点,一次切(带微接),四次折弯,即可完成四件工件。打破传统工艺下的设计思路,达到缩短工期、降低成本的目的。
5、由于采用榫头结构,工件折弯后配合点焊工艺,即可完成整个流程。零件变形小,喷涂前不需要成形、打磨。
钣金加工数控技术提高了工作效率,提高了工作质量。就性能、质量而言,大量采用数控冲床将钣金加工中工的大批量、形状复杂、精度高等问题解决得很好。生产性劳动量减少了,但其质量和产量却有较大提高。
推荐阅读:

相关文章
光纤激光切割机能加工钣金
薄板是一种比较常见的金属材料,薄板的应用范围很广,应用于电子电器、通讯、汽车等行业。它使相当多的工作工厂的钣金加工开始,钣金加工时会先选择光纤激光切割机,光纤激光切割机加工钣金有什么优势?具体表现在三...

钣金加工中网络机柜的安装注意事项
价格总是要重点考虑的,但是不能因为它而牺牲重要特性。需选择性价比最好的机柜。服务器及外设更换很快,但好的机柜要用很长时间。比较机柜的优劣,关键是比较几个公认的性能指标。 性能指标里要注意“附加...
探讨提高钣金加工企业精度的方法
金属板材加工过程中不可避免地会出现误差。为保证工作效率,减少材料浪费,降低劳动强度,必须保证加工精度。板材加工企业如何提高板材的精度?1.误差均衡法:若定位误差较大,可采用差值方法,将原始误差按其大小...

珠海中山钣金加工:选厂家,看这几点准没错
在珠海找钣金加工厂家,面对众多选择,很多人会不知道从何下手,担心选到不靠谱的厂家,影响产品质量和项目进度。其实只要掌握几个实用的小建议,就能帮你快速选到合适的珠海钣金加工厂...
钣金常用名词你知道多少?
每一个行业都有其专业名词,钣金加工业也不例外。钣金常用名词你知道多少?(1)压铆:是指用冲床或油压机将压铆螺母、压铆钉或压铆螺母等紧固件牢固地压接在工件上的工艺过程。(2)涨铆:指先将工件沉孔后,再用...
钣金加工机箱机柜时外观的尺寸是如何保持良好?
随着经济的发展,钣金机箱机柜以其诸多优点在我国得到越来越广泛的应用。对于钣金机箱机柜来说,它具有良好的外在形象,长期在户外工作对其影响很大。因此,机箱机柜钣金外壳的表面处理会给它带来很大的影响。机柜机...

精密钣金加工有什么特点?
现代化的机器制造以先进、高效著称。压机模具常温安装在室温下对物料施力,是会产生分离或塑性变形,这是加工零件所需压力的一种方法。它通常在室温下进行,称之为冷冲。它的加工材料为金属板,因此也称为钣金加工。...

珠海钣金加工:异地加工不如本地合作,省时省心
不少珠海的企业在有钣金加工需求时,会考虑找外地的大厂,觉得外地厂家可能价格更低、规模更大。但实际合作后会发现,异地加工反而会遇到很多麻烦,不如选择珠海本地的钣金加工厂家,省...
 米兰web版登录入口
米兰web版登录入口